Az operátor a műszak megkezdésekor három egyszerű lépésben indíthatja el a mérőgépet, amely a vezérlés bekapcsolásából, az üzenetek nyugtázásából és a mérőprogram indításából áll. Ez után nem kell mást tennie, mint kézzel a behordószalagra helyezni a munkadarabokat.
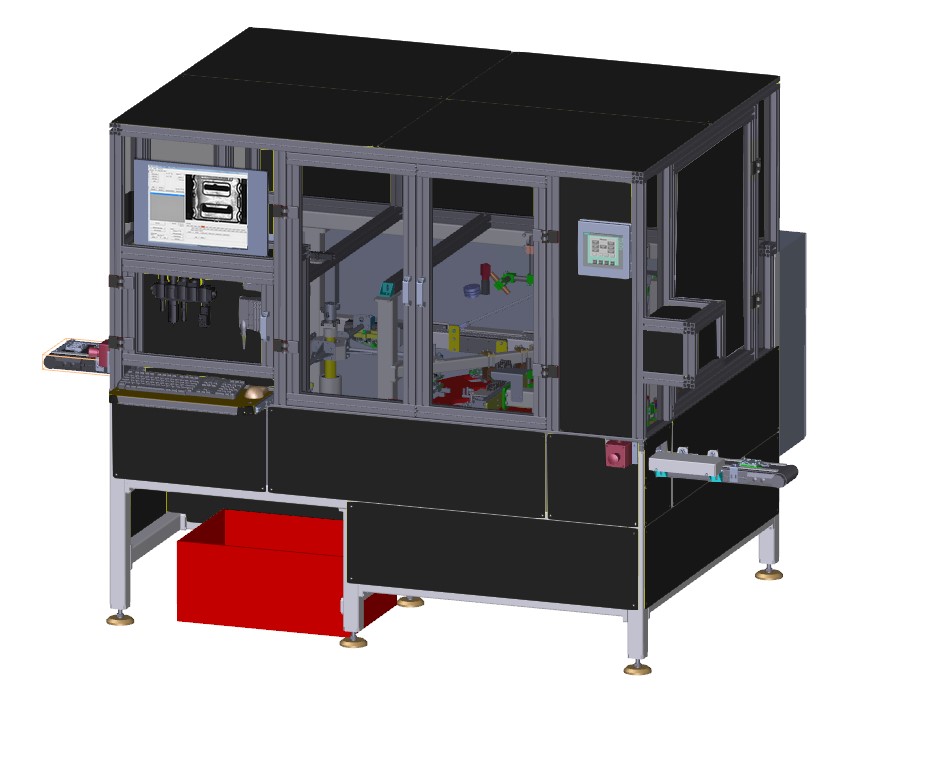
A kapuzó mechanizmusok által adagolt munkadarabok egyenként léphetnek a gépbe, biztosítva ezzel a torlódásmentes anyagáramlást. A behordószalag fölött elhelyezett kamera feladata, hogy meghatározza a termék típusát és orientációját. Ha a minősítés megfelelőnek találta a darabot, a kapuzó továbbengedi a berakó mechanizmus felé, ahol a manipulátor szívófeje bemozgatja a főkoszorú fészkébe, ezzel feltöltve a mérőhelyeket.

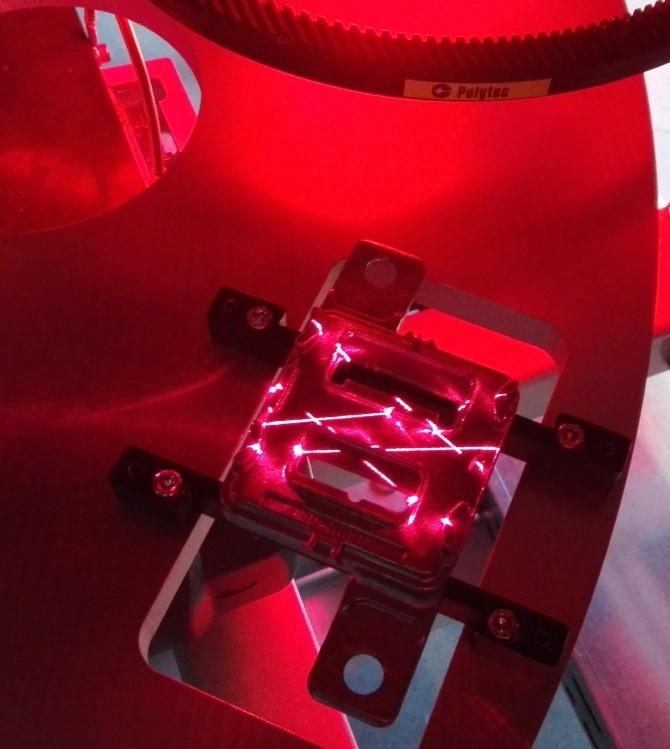
Minden egyes koszorúlépés egy-egy mérőpozíciót jelent, ahol speciális világítások, ipari lézerek, megapixeles kamerák és 3D scan kamerák alkalmazásával megy végbe az alábbi paraméterek és hibatípusok mérése és detektálása:
- fültávok és geometriai méretek mérése 0,1 mm-es pontossággal.
- nyomáspróba-jelölés és fészekszám-azonosítás.
- leváló- és kihajló sorják, anyagtöbblet,
- hajszál- és melegrepedések,
- szerszámnyomok, felületi deformitás,
- benyomódás, porozitás,
- valamint kitörés és anyagtöbblet detektálása.
Ha a részminősítések összegzése alapján a munkadarab megfelelt a kritériumoknak, a segédkoszorú vákuumos megfogója a kihordószalagra ejti a munkadarabot. Nem megfelelő minősítés esetén továbblép és a selejttároló felett engedi el a terméket. A dolgozó a gép aktuális állapotáról nem csupán a toronylámpa jelzései révén, hanem a HMI-n megjelenő üzenetek, valamint a PC-s kiértékelő program információi által is tájékozódhat.
A 3D mérések eredményeképpen akár 50 μm-es hibák is kimutathatók.
A mérőgép ciklusideje megközelítőleg 5000 db / műszak.

“Köszönöm a lehetőséget, hogy részt vehetek ezen a képzéssorozaton. Ahogy a tegnapi visszajelzésemben is mondtam, nagyon jónak tartottam a képfeldolgozással kapcsolatos képzést. Nagyon nagy tudásanyagot képvisel József ebben a témában. Hiteles, széleskörű életszerű információkat kaptam. Az pedig, hogy felhívhatjuk Józsefet és segít, az már hab a tortán. Ezen kívül még egy valós problémánkkal is foglalkoztunk a képzésen, ez szinte példa nélküli.”

“Nagyon jól éreztem magam, közvetlen és jó volt a hangulat a képzésen. Úgy érzem, hogy kiváló iránymutatásul szolgált a képzés, eddig is érdekelt a téma és most még nagyobb kedvem támadt, hogy tovább képezzem magam!”